

Products
SWS–1000
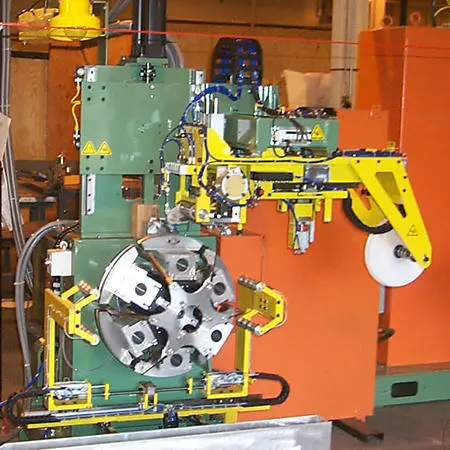

The SWS-1000 System is controlled via a powerful software program capable of integrating the synchronized operation of the four axis Servo System which drives the winder, pay-on head, height adjust, and optional servo-driven former expand/collapse feature. Machine parameters are digitally monitored and controlled via a Programmable Logic Controller (PLC) and a menu driven touch screen so that at each stage the operator is guided to obtain the desired machine operation.
The SWS-1000 System consists of the following:
- A SWS-1000 Bead Winder, automatically producing one single wire bead per machine cycle. The winder is complete with a servo driven former assembly for precise speed and position control, a servo driven pay-on head, servo driven head height adjust assembly and a servo driven former expand/collapse feature. The SWS-1000 uses an adjustable radially expanding former design and a pneumatic unloader which automatically deposits the finished bead into an optional bead chute or handling system.
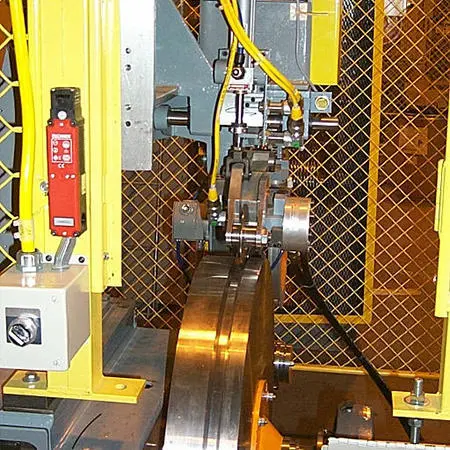
- A Patented Single Wire Pneumatic Festoon unit that interfaces the stop/start actions of the winder to the constant speed of the extrusion process. The festoon assembly consists of a water cooled “pull-off” drum with offset guide sheaves. The drum is positioned above the offset guide sheaves to allow the insulated wire to maintain even spacing as it is wound around the pull drum. Between the drum and guide sheaves is the “pre-cast” unit used to pre-form the insulated wire so that its natural form matches the bead diameter being produced. The pneumatic festoon uses a cable cylinder to pretension the wires. The lower sheave assembly travels up and down the masts using linear guide rails. A Linear Transducer on the festoon mast controls the pull drum speed and safely stops the winder. Another unique feature is that by raising the lower sheave assembly, the top sheave assembly may be released from its safety latch and lowered to enable easy string-up at floor level.
- A Bartell/RMS Cold Feed Plastiscrew Extruder complete with Temperature control Units and a Bartell insulating head.
- Let-Off Equipment consisting of one Heavy Duty Let-Off Stand, a gathering rail and a guide roll stand.
- Integrated Control System, including PLC and Servo system drives and motors, for automatic control of the process.
- Operator Interface Terminal containing menu screens, run screens, manual screens and diagnostic screens.
- We strongly recommend as original equipment, electrically interlocked perimeter guarding designed and integrated by Bartell.
| Feature | Benefit |
|---|---|
|
Single Operator Control |
Minimal Manpower Requirement |
|
Hexagonal Section Beads |
Product Flexibility |
|
Integrated Line Control |
Controlled Process |
|
Multi Bead Recipe Storage |
Reduced Downtime |
|
Automatic Unload |
Continuous Production |
|
Simple Machine Set-up |
Reduced Downtime |
|
Radial Expand Former |
Multi Size Bead Diameters |
|
System Diagnostics |
Reduced Downtime |
|
Precision Wire Pre-Cast System |
Improved Product Quality |
BEAD PARAMETERS
Bead ID: 13.00 – 25.00” (330 – 635 mm)
Bead Width: 1.3125” (33.3 mm)
Bead Height: 0.75” (19 mm)
Bead Base Angle: 0 Deg – 15 Deg
BEAD CONSTRUCTION
Diameter Adjustment: + / – 0.125”
Shape: Hexagonal, square, offset
Cross-over: Single or multiple point
PRODUCTION CAPABILITIES
Beads per cycle: One (1)
Line Speed: 1,000 ft/minute (304 m/minute)
Productivity:
15” (381mm) 10-turn @ 5.3 beads/minute
15” (381mm) 10-turn @ 2,544 beads/8 hour shift
22.5” (571.5mm) 72-Turn @ 2 beads/minute
22.5” (571.5mm) 72-Turn @ 960 beads/8 hour shift
Financing Available!
See all the ways we can help your business grow for generations to come. Visit our Financing section to see all of our latest programs.